
L230LA / MA / LMA / LMSA
Centru de strunjire L230 performant, serie proiectată cu tehnologie avansată, prezintă performanțe excelente în rigiditate și precizie a prelucrării.

Mașină rapidă și eficientă pentru a maximiza productivitatea.
Structură superioară a mașinii pentru a produce diverse produse.
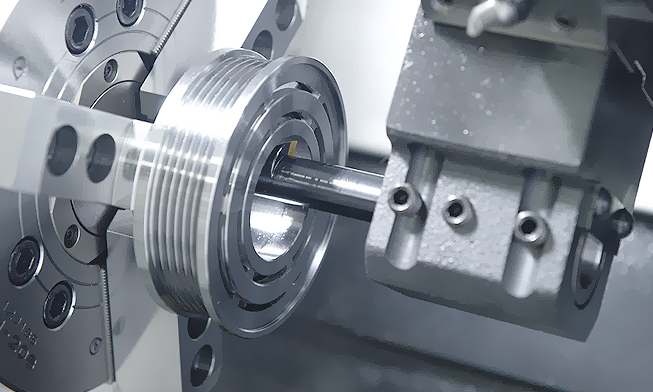
Rulmenți cu bile cu contact unghiular pentru a menține rigiditatea ridicată și distorsiunea termică redusă.
Rigiditate ridicată prin analiza intensivă a elementelor finite
Arborele secundar de 6″ extinde capacitatea de așchiere (opțional)
Turelă rigidă BMT pentru prelucrare grea (mașină echipată cu scule sub tensiune).
- Timpi scurți de ciclu pentru a îmbunătăți productivitatea.
- Structură de mașină proiectată excepțional pentru a produce diverse produse.
- Rulment cu bile unghiular pentru a menține rigiditatea ridicată
- Structură foarte rigidă proiectată prin analize structurale
- Arborele secundar de 6 „extinde capacitatea de așchiere (modele cu arbore secundar)
- Turelă BMT aplicată pentru prelucrări grele (modele cu funcție de frezare)
Batiu rigid monobloc
Precizie ridicată și rigiditate, structură dintr-o singură bucată
Batiul înclinat de 45° este proiectat cu o structură pătrată și nervurată tublară. prezintă performanțe excelente în absorbția vibrațiilor și rigiditatea sa ridicată permite prelucrările grele.
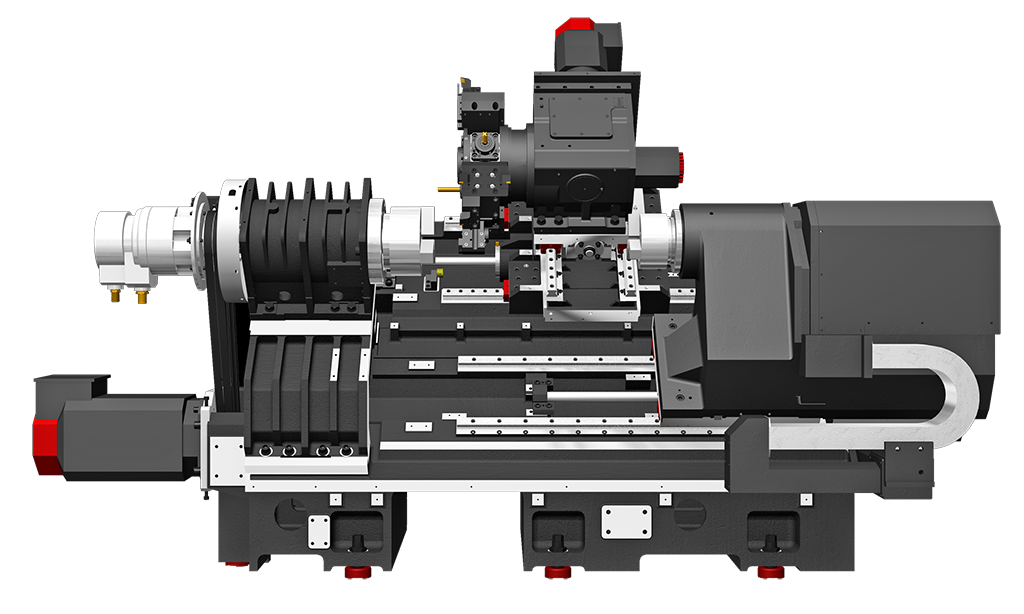
Rezervor ulei integrat
Rezervorul de ulei este integrat în structura batiului monobloc pentru a preveni revărsarea și înfundarea furtunului de alimentare. Este posibil să scoateți șpanul prin partea dreaptă a mașinii, ceea ce îmbunătățește capacitatea de evacuare a șpanului.
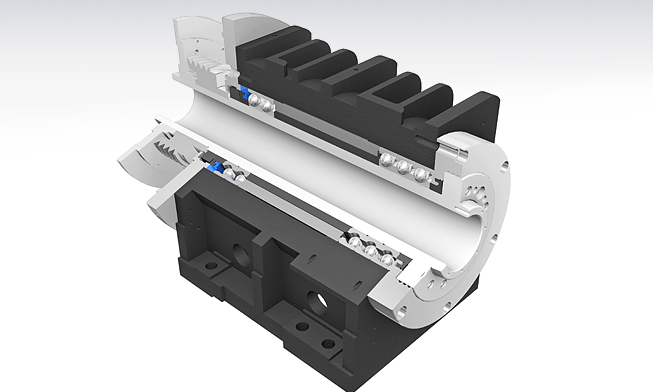
Ghidaje
Ghidaje liniare LM foarte rapide
Ghidajele cu role liniare sunt aplicate pentru a reduce timpul de prelucrare și pentru a susține o rigiditate ridicată.
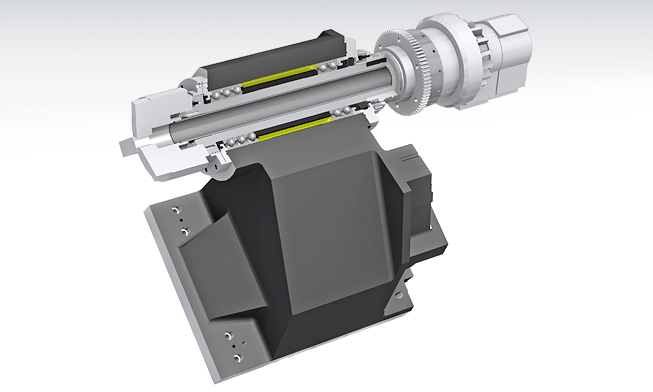
Arbore principal
Arbore specializat în așchiere rapidă și dură și operații de frezare
Unitatea este capabilă să mențină precizia pentru o lungă perioadă de timp, atunci când partea exterioară a rulmentului este asamblată la cele mai înalte standarde de precizie. De asemenea, prelucrarea stabilă este posibilă de către motorul de curent alternativ care controlează arborele la viteză constantă.
Controlul axei C (tip „M”)
Axa C este capabilă să controleze 0,001 ° când se aplică turela de frezare. Capacitatea de prelucrare a mașinii este mărită prin strunjire și frezare.
Arbore secundar (tip „S”)
Arborele secundar este proiectat pentru a compesa deformarea termică în timpul prelucrării continue, oferind de la așchiere grea până la prelucrarea de mare viteză. Când se termină prelucrarea pe arborele principal, rotația celui secund este sincronizată permițând transferul reperului la cel secundar.
Turela
Turela Servo
Turela din seria L160 / 230 se aplică cu servo motor AC de înaltă performanță, îmbunătățind fiabilitatea prelucrării. Cuplajul din 3 piese prezintă performanțe excelente în indexare. Strângerea puternică a sculei hidraulice reducere vibrația vârfului sculei cauzată de sarcină.

Turela de răcire de înaltă presiune de 20 bari (290 psi) este proiectată pentru a utiliza 20 de bari (290 psi) lichid de răcire de înaltă presiune și prezintă performanțe optime la prelucrarea materialelor dificil de tăiat.
Turelă frezare BMT55
Turela BMT (asigură scula cu patru șuruburi și cheie pe suprafața de montare a sculei) face posibilă fixarea puternică a sculei, asigurând o fiabilitate ridicată în rigiditate și precizie.
Port scule frezare
Capacitatea de prelucrare a crescut odată cu adăugarea suportului sculei de cap de frezare drept, care poate prelucra repere din lateral și a suportului sculei de cap de frezare unghiular, care poate realiza diverse operațiuni.
Seria L160 / 230 poate prelucra repere cu valoare adăugată ridicată utilizând o varietate de instrumente rotative. În special, există un suport multiplu pentru atașarea unei varietăți de scule la un suport și o sculă rotativă excentrică pentru prelucrarea pieselor excentrice fără deplasare suplimentară pe axă, care poate realiza integrarea procesului pe o singură mașină.

Centru strunjire L230 precizie ridicată în prelucrare
Q-Setter automat
Sculele de așchiere sunt calibrate rapid și precis, cu adăugarea unui setor q. Fiecare vârf de sculă este atins de un palpator folosind un senzor care introduce automat poziția.
Riglă optică liniară
Riglă optică liniară mărește precizia de poziționare și reduc deformările termice, asigurând astfel o piesă finită mai precisă.
Palpator opțional
Valorile coordonatelor piesei pot fi setate automat folosind o sondă opțională, palpator.
Specificații Tehnice L230MA
| Diametru Max. [mm] | 310 |
| Lungimea Max. [mm] | 360 |
| Arbore principal [tip antrenare] | Curea |
| Diametru universal principal și secundar [inch/mm] | 8″/203.2 |
| Viteza arbore principal [rot/min] | 4,000 |
| Putere Motor [kW] | 15/11 |
| Cuplu Arbore [Nm] | 286.6/210.2 |
| Curse (X,Y) [mm] | 220/440 |
| Curse rapide [m/min] | 36/36 |
| Ghidaje [tip] | Liniare |
| Numar de scule | 12 |
| Dim.scule (strunjire/frezare) [mm] | 25/40 |
| Viteza arbore frezare [rot/min] | 5,000 |
Specificații Tehnice L230LMA
| Diametru Max. [mm] | 310 |
| Lungimea Max. [mm] | 521 |
| Arbore principal [tip antrenare] | Curea |
| Diametru universal principal și secundar [inch/mm] | 8″/203.2 |
| Viteza arbore principal [rot/min] | 4,000 |
| Putere Motor [kW] | 15/11 |
| Cuplu Arbore [Nm] | 286.6/210.2 |
| Curse (X,Y) [mm] | 220/560 |
| Curse rapide [m/min] | 36/36 |
| Ghidaje [tip] | Liniare |
| Numar de scule | 12 |
| Dim.scule (strunjire/frezare) [mm] | 25/40 |
| Viteza arbore frezare [rot/min] | 5,000 |
Specificații Tehnice L230LMSA
| Diametru Max. [mm] | 310 |
| Lungimea Max. [mm] | 521 |
| Arbore principal [tip antrenare] | Curea |
| Diametru universal principal / secundar [inch/mm] | 8″/203.2 6″/152.4 |
| Viteza arbore principal [rot/min] | 4,000 |
| Putere Motor [kW] | 15/11 |
| Cuplu Arbore [Nm] | 286.6/210.2 |
| Curse (X,Y) [mm] | 220/560/590 |
| Curse rapide [m/min] | 36/36/30 |
| Ghidaje [tip] | Liniare |
| Numar de scule | 12 |
| Dim.scule (strunjire/frezare) [mm] | 25/40 |
| Viteza arbore frezare [rot/min] | 5,000 |