
SE2200Y | SE2200LY | SE2200LSY
Seria SE-Y de la Hyundai-WIA oferă o gamă de centre de strunjire CNC cu axa Y de înaltă calitate și versatile.

- Structură de batiu monobloc, înclinată la 30°, cu rigiditate ridicată
- Design structural stabilizat pentru a reduce deformarea termică
- Procesare integrată prin control sincronizat al axului principal / secundar
- Operațiune multi-tasking cu turelă BMT45 cu axa Y de tip pană
- Rată de traversare rapidă excelentă (X/Y/Z): 30/10/36 m / min
- Design ergonomic pentru acces convenabil la universal și scule
Batiu rigid monobloc
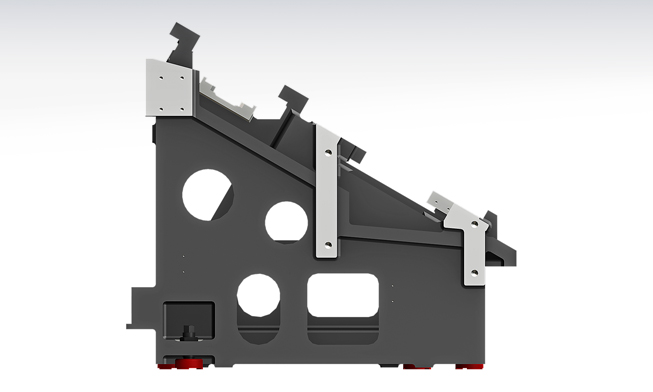
Centre strunjire SE-Y cu batiu monobloc înclinat la 30° se bazează pe analiza FEM, care asigură îmbunătățirea absorbției vibrațiilor și a stabilității de prelucrare în timpul prelucrărilor grele.
Ghidaje
Ghidaje Liniare rapide
Ghidajele cu role liniare sunt aplicate pentru a reduce timpul de așchiere și pentru o prelucrare rigidă..

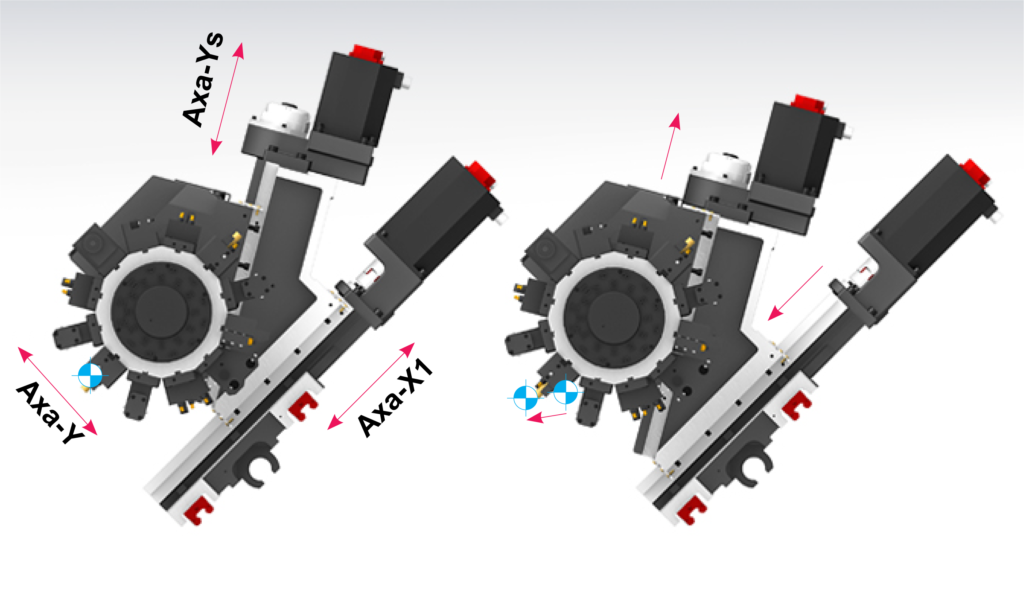
Funcții de prelucrare pe Axa-Y
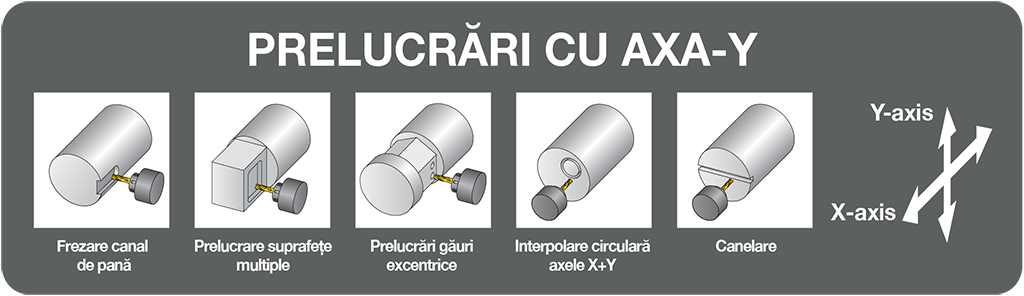
Seria SE-YA este proiectată cu o axă Y tip pană care este transferată prin funcționarea simultană a axei Ys și a axei X.
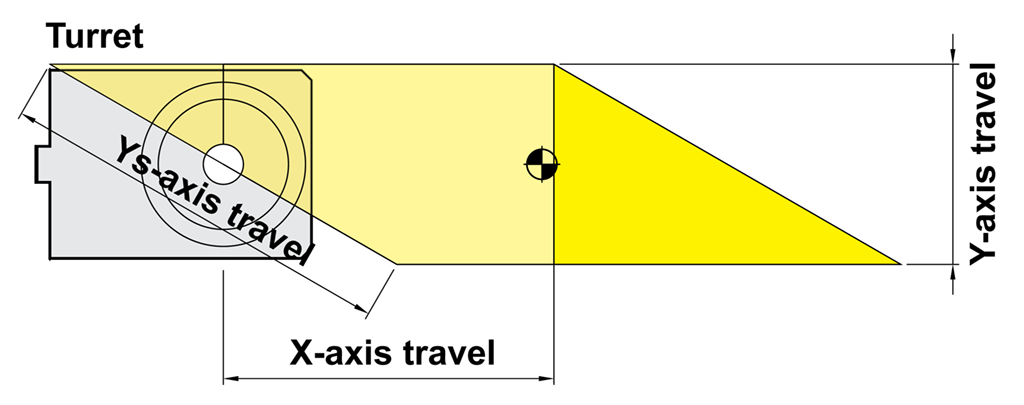
În plus, rigiditatea excelentă face posibilă performanța superioară la prelucrarea unei tăieri grele.
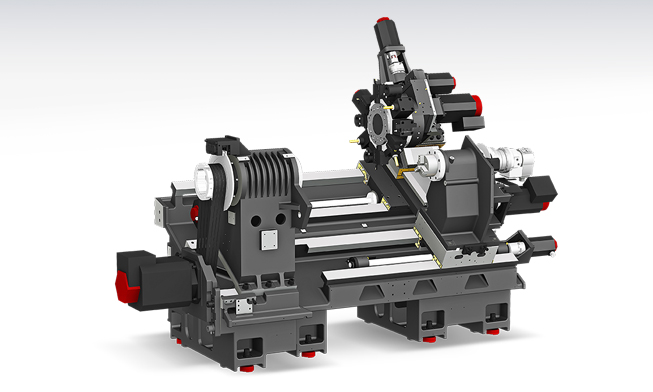
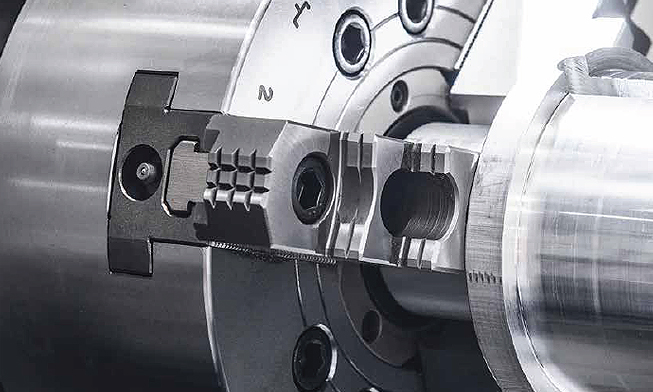
Arbore principal pentru așchiere grea
Arborele principal este proiectat pe aceeași structură întâlnită adesea la mașinile de dimensiuni mai mari. Combinația dintre rulmenții cu role cilindrice duble și șurub cu bile cu contact unghiular conduce la performanțe excelente de așchiere pentru prelucrări grele.
Arbore specializat în așchiere rapidă și dură și operații de frezare
De asemenea, performanța de prelucrare este îmbunătățită prin aplicarea centurii tip Ribstar pentru a minimiza zgomotul și problemele de alunecare a curelei. Arborele este proiectat ca o structură de labirint pentru a reduce posibilele deteriorări ale lagărului cauzate de lichidul de răcire și pentru a îmbunătăți stabilitatea la prelucrare.
Controlul axei C
Controlul axei C al arborelui principalcu o precizie de 0,001°.
Arborele Secundar (tip-SY)
Arborele secudnar este conceput pentru a reduce deformarea termică în timpul prelucrării continue, oferind de la așchiere grea până la prelucrarea de mare viteză. Când se termină prelucrarea pe arborele principal, rotația arborelui secundar este sincronizată permițând transferul reperului de la un abore la altul.
Arborele secundar integrat de tip „S” are universalul de 6″/152,4mm, care mărește zona de prelucrare și îmbunătățește funcția de prelucrare cu ajutorul comenzii axei C. Axa C este capabilă să controleze 0,001° când se aplică turela de frezare.
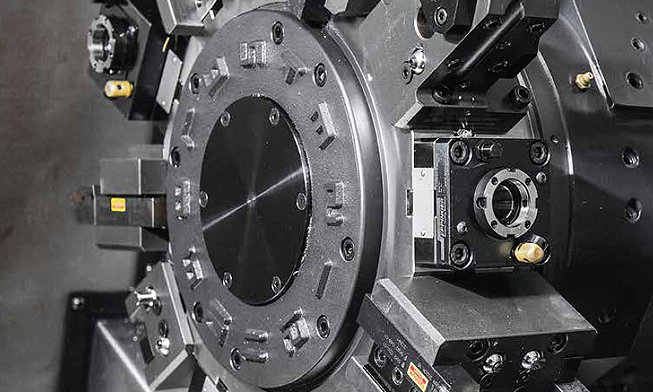
Turela
Turelă BMT45
Suportul BMT este fixat ferm cu 4 șuruburi, menținându-l în poziție în timpul operațiilor grele, în special în timpul frezării, găuririi și filetării.
Port scule frezare
Capacitatea de prelucrare a crescut odată cu adăugarea suportului sculei de cap de frezare drept, care poate prelucra repere din lateral și a suportului sculei de cap de frezare unghiular, care poate realiza diverse operațiuni.
Control Numeric FANUC
Caracteristicile mașinii se schimbă în timp datorită variațiilor în sarcină, temperatură, poziția mașinii, uzură etc. Controlul inteligent al mașinii este un set de caracteristici care îmbunătățesc diferite funcții de control ale mașinii. Ceea ce face aceste funcții „inteligente” este că se adaptează automat la schimbarea condițiilor mașinii în timp real. Cele mai scurte perioade de ciclu, cea mai înaltă precizie și calitatea prelucrării pot fi realizate în mod durabil.
De exemplu, Smart Adaptive Control adaptează viteza de avans la sarcina reală a axului și la temperatura în timpul degroșării. Prin aceasta, Smart Adaptive Control vă ajută să utilizați puterea mașinii-unelte și să reduceți timpul de ciclu.
Un alt exemplu este Controlul inteligent al punctului de prelucrare. Funcția prezice mișcarea punctului de prelucrare folosind un model și suprimă vibrațiile. Acest lucru reduce eroarea de poziție. Prin urmare, controlul inteligent al punctelor de prelucrare îmbunătățește calitatea suprafeței pieselor prelucrate.
Specificații TehniceSE2200Y
| Diametru Max. [mm] | 300 |
| Lungimea Max. [mm] | 288 |
| Arbore principal [tip antrenare] | Curea |
| Diametru universal [inch/mm] | 8″/203,2 |
| Viteza arbore principal [rot/min] | 4,500 |
| Putere Motor [kW] | 15/11 |
| Cuplu Arbore [Nm] | 167/92 |
| Curse (X/Y/Z/ZB) [mm] | 210/110/340/- |
| Curse rapide (X/Y/Z/ZB) [mm] | 30/10/36/- |
| Ghidaje [tip] | Liniare |
| Numar de scule | 12 |
| Dim.scule (strunjire/frezare) [mm] | 20/32 |
| Viteză arbore frezare [rot/min] | 6,000 |
Specificații TehniceSE2200LY
| Diametru Max. [mm] | 300 |
| Lungimea Max. [mm] | 508 |
| Arbore principal [tip antrenare] | Curea |
| Diametru universal [inch/mm] | 8″/203,2 |
| Viteza arbore principal [rot/min] | 4,500 |
| Putere Motor [kW] | 15/11 |
| Cuplu Arbore [Nm] | 167/92 |
| Curse (X/Y/Z/ZB) [mm] | 210/110/560/- |
| Curse rapide (X/Y/Z/ZB) [mm] | 30/10/36/- |
| Ghidaje [tip] | Liniare |
| Numar de scule | 12 |
| Dim.scule (strunjire/frezare) [mm] | 20/32 |
| Viteză arbore frezare [rot/min] | 6,000 |
Specificații TehniceSE2200LSY
| Diametru Max. [mm] | 300 |
| Lungimea Max. [mm] | 508 |
| Arbore principal [tip antrenare] | Curea |
| Diametru universal [inch/mm] | 8″/203,2 5″/127 |
| Viteza arbore principal [rot/min] | 4,500 |
| Putere Motor [kW] | 15/11 |
| Cuplu Arbore [Nm] | 167/92 |
| Curse (X/Y/Z/ZB) [mm] | 210/110/560/560 |
| Curse rapide (X/Y/Z/ZB) [mm] | 30/10/36/15 |
| Ghidaje [tip] | Liniare |
| Numar de scule | 12 |
| Dim.scule (strunjire/frezare) [mm] | 20/32 |
| Viteză arbore frezare [rot/min] | 6,000 |