
LM1800TTS | LM1800TTMS | LM1800TTSY
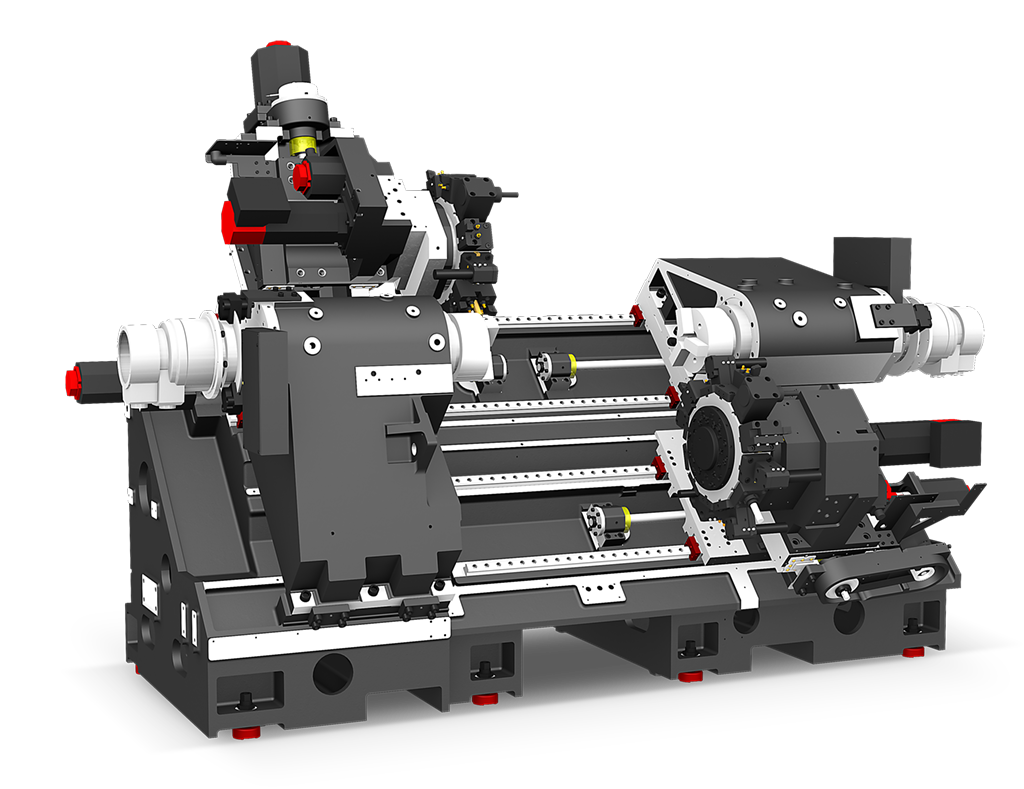
Centru de strunjire LM1800TT cu două universale și două turele este un strung multifuncțional productiv care prezintă rigiditate și precizie ridicată în așchiere CNC.

Seria LM-TT demonstrează capacitatea tehnologică a Hyundai-WIA prin prelucrarea oricărui tip de piese complexe cu două universale, două turele și axa Y.
- Arbore principal integrat de putere mare
- Productivitate ridicată garantată prin adoptarea turelelor superioare și inferioare
- Turelă BMT foarte robustă adaptată
- Procesare combinată posibilă prin adăugarea axei Y la turela superioară (specificații TTSY)
- Timp specific de așchiere redus datorită controlului sincron al arborelui principal cu cel opus (arbore secundar)
- Ghidaje de tip hibrid combinație Box cu Liniare (seria LM1600 / 1800TT)
Batiu rigid monobloc
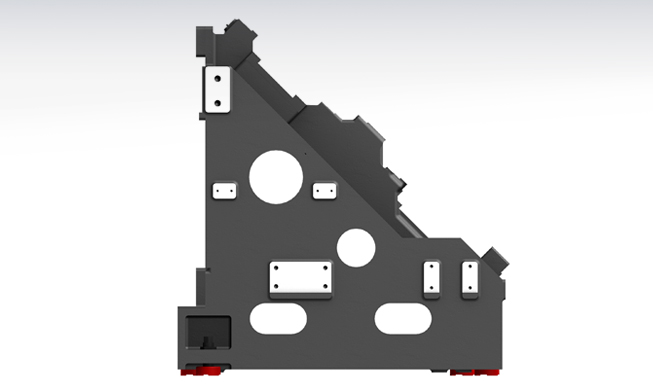
Centru de strunjire LM1800TT are un design de batiu înclinat monobloc de 45° bazat pe analiza FEM pentru a oferi îmbunătățiri în absorbția vibrațiilor și deformări termice. Acest design unic asigură o prelucrare rigidă, stabilă și precisă.
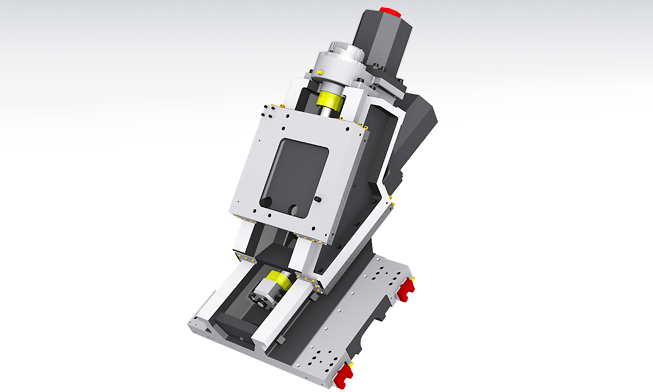
Ghidaje
Ghidaje hibride
Fiecare axă din seria LM1800TT este proiectată cu ghidaje care optimizează cursele axelor. Cursele pe axa X/Y au ghidaje de tip box sunt utilizate pentru a suporta sarcini grele.
Pentru axa Z, se folosesc cu role liniare (LM – Linear Motion) pentru a optimiza capacitatea de avans.
Toate axele sunt acționate cu șuruburi cu bilă foarte precise pentru a reduce deformarea termică și a crește precizia.
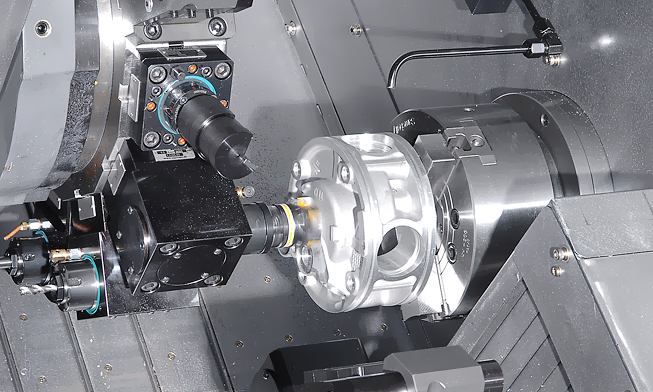
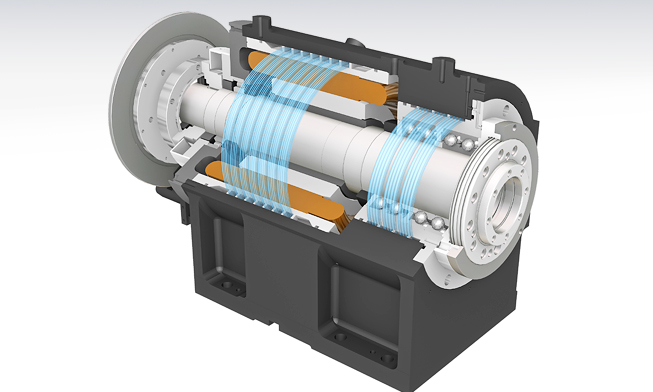
Arbore principal Integrat
Arbore specializat în așchiere rapidă și dură și operații de frezare
Arborele principal și secundar din seria LM-TT este integrat, reducând astfel zgomotul și vibrațiile chiar și în timpul operațiunilor de mare viteză. Arborele încorporat este capabil de accelerare / decelerare rapidă și așchiere stabilă pentru sarcini grele.
Controlul axei C
Controlul axei C al arborelui principal și al celui secundar permite prelucrarea diferitelor produse cu utilizarea sculelor sub tensiune pe axa Y. Modelele LM-TT cu frezare sunt echipate cu capacitate completă a axei C (0,001°) pe ambii arbori, principal și secundar.
Arbore Secundar integrat
Arborele secundar este echipat standard cu motor încorporat și dispozitiv de răcire a capului, pentru a minimiza deplasarea termică.
De asemenea, utilizarea utilizării unui arbore secundar reduce timpul de configurare, îmbunătățind productivitatea.
Seria LM-TT are standard un sistem de răcire cu ulei al axului pe ambii arbori principal și secundar. Acest sistem compensează creșterea termică în timpul operațiunilor și ajută la menținerea unui mediu de prelucrare stabil.
Arborele secundar integrat de tip „S” are universalul de 8″/203,2mm, care mărește zona de prelucrare și îmbunătățește funcția de prelucrare cu ajutorul comenzii axei C. Axa C este capabilă să controleze 0,001° când se aplică turela de frezare.
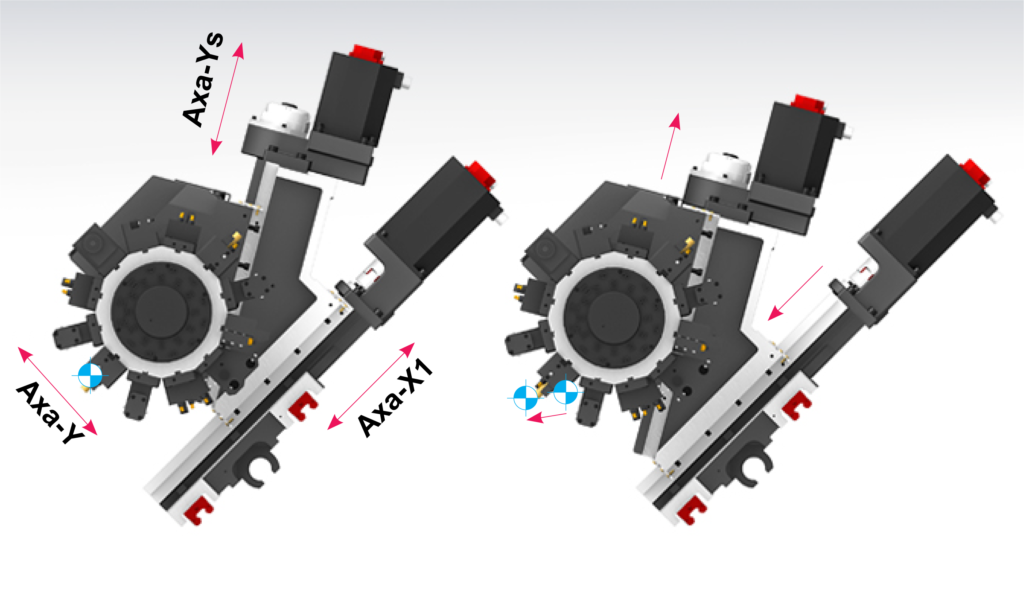
Axa Y
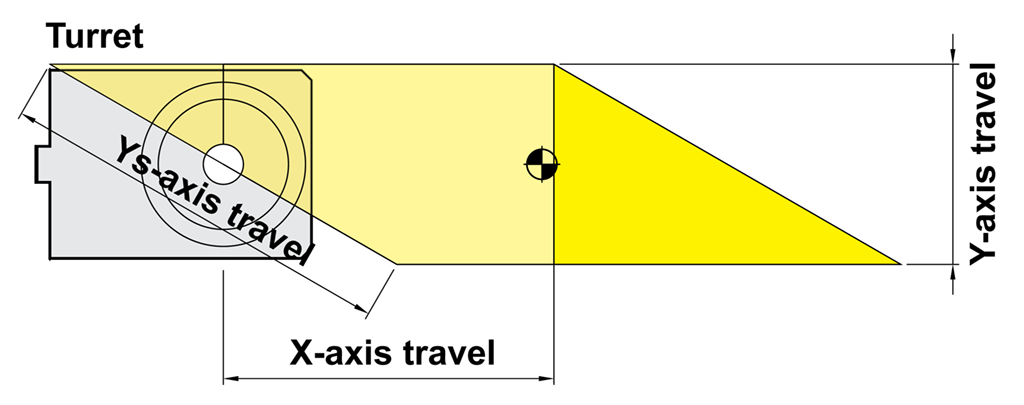
Seria LM-TT este proiectată cu o axă Y tip pană care este transferată prin funcționarea simultană a axei Ys și a axei X. în plus, rigiditatea excelentă face posibilă performanța superioară la prelucrarea unei tăieri grele.
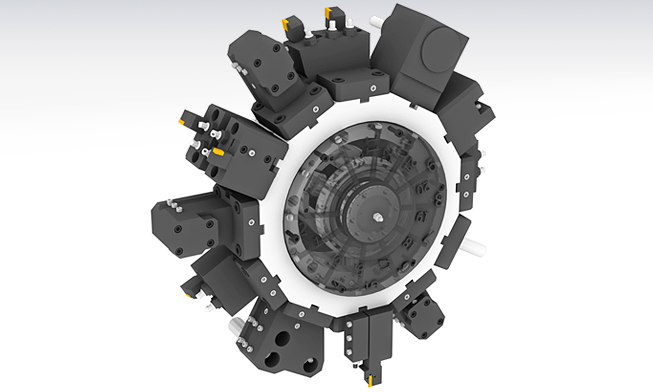
Turela
Turelă BMT55P
Turela superioară și inferioară este echipat cu servo-motoare puternice, care garantează o productivitate și o precizie ridicate.
Un total de 24 scule (opțional 48) pot fi instalate pe ambele turele, iar prelucrarea cu precizie de mare viteză a reperelor complexe este posibilă dintr-o singură configurare (setare).
Suportul BMT este fixat ferm cu 4 șuruburi, menținându-l în poziție în timpul operațiilor grele, în special în timpul frezării, găuririi și filetării.
Port scule frezare
Capacitatea de prelucrare a crescut odată cu adăugarea suportului sculei de cap de frezare drept, care poate prelucra repere din lateral și a suportului sculei de cap de frezare unghiular, care poate realiza diverse operațiuni.
Portscule Speciale
Cu axa Y, seria LM-TT poate prelucra produse cu valoare adăugată mare utilizând o varietate de scule rotative. În special, există un suport multiplu pentru atașarea unei varietăți de scule la un suport și un instrument rotativ excentric pentru manipularea pieselor excentrice fără deplasare suplimentară pe axă, care poate realiza prelucrarea cu o singură mașină.
Control Numeric FANUC
Caracteristicile mașinii se schimbă în timp datorită variațiilor în sarcină, temperatură, poziția mașinii, uzură etc. Controlul inteligent al mașinii este un set de caracteristici care îmbunătățesc diferite funcții de control ale mașinii. Ceea ce face aceste funcții „inteligente” este că se adaptează automat la schimbarea condițiilor mașinii în timp real. Cele mai scurte perioade de ciclu, cea mai înaltă precizie și calitatea prelucrării pot fi realizate în mod durabil.
De exemplu, Smart Adaptive Control adaptează viteza de avans la sarcina reală a axului și la temperatura în timpul degroșării. Prin aceasta, Smart Adaptive Control vă ajută să utilizați puterea mașinii-unelte și să reduceți timpul de ciclu.
Un alt exemplu este Controlul inteligent al punctului de prelucrare. Funcția prezice mișcarea punctului de prelucrare folosind un model și suprimă vibrațiile. Acest lucru reduce eroarea de poziție. Prin urmare, controlul inteligent al punctelor de prelucrare îmbunătățește calitatea suprafeței pieselor prelucrate.
Centru strunjire LM1800TT cu precizie ridicată în prelucrare
Q-Setter automat
Sculele de așchiere sunt calibrate rapid și precis, cu adăugarea unui setor q. Fiecare vârf de sculă este atins de un palpator folosind un senzor care introduce automat poziția.
Riglă optică liniară
Riglă optică liniară mărește precizia de poziționare și reduc deformările termice, asigurând astfel o piesă finită mai precisă.
Palpator opțional
Valorile coordonatelor piesei pot fi setate automat folosind o sondă opțională, palpator.
Specificații Tehnice LM1800TTS
| Diametru Max. [mm] | 230 |
| Lungimea Max. [mm] | 673 |
| Arbore principal [tip antrenare] | Integrat |
| Diametru universal [inch/mm] | 8″/203,2 8″/203,2 |
| Viteza arbore principal [rot/min] | 5,000 |
| Putere Motor [kW] | 22/11 |
| Cuplu Arbore [Nm] | 358/118 |
| Curse (X1/X2/Z1/Z2/ZB) [mm] | 165/195/700/720/668 |
| Curse (X1/X2/Z1/Z2/ZB/Y) [mm] | – |
| Curse rapide (X1/X2/Z1/Z2/ZB) [m/min] | 20/20/40/40/40 |
| Curse rapide (X1/X2/Z1/Z2/ZB/Y) [mm] | – |
| Ghidaje [tip] | Liniare |
| Numar de scule | 2 x 12 |
| Dim.scule (strunjire/frezare) [mm] | 20/32 |
| Viteză arbore frezare [rot/min] | – |
Specificații Tehnice LM1800TTMS
| Diametru Max. [mm] | 230 |
| Lungimea Max. [mm] | 673 |
| Arbore principal [tip antrenare] | Integrat |
| Diametru universal [inch/mm] | 8″/203,2 8″/203,2 |
| Viteza arbore principal [rot/min] | 5,000 |
| Putere Motor [kW] | 22/11 |
| Cuplu Arbore [Nm] | 358/118 |
| Curse (X1/X2/Z1/Z2/ZB) [mm] | 165/195/700/720/668 |
| Curse (X1/X2/Z1/Z2/ZB/Y) [mm] | – |
| Curse rapide (X1/X2/Z1/Z2/ZB) [m/min] | 20/20/40/40/40 |
| Curse rapide (X1/X2/Z1/Z2/ZB/Y) [mm] | – |
| Ghidaje [tip] | Liniare |
| Numar de scule | 2 x 12 |
| Dim.scule (strunjire/frezare) [mm] | 20/32 |
| Viteză arbore frezare [rot/min] | 5,000 |
Specificații Tehnice LM1800TTSY
| Diametru Max. [mm] | 230 |
| Lungimea Max. [mm] | 673 |
| Arbore principal [tip antrenare] | Integrat |
| Diametru universal [inch/mm] | 8″/203,2 8″/203,2 |
| Viteza arbore principal [rot/min] | 5,000 |
| Putere Motor [kW] | 22/11 |
| Cuplu Arbore [Nm] | 358/118 |
| Curse (X1/X2/Z1/Z2/ZB) [mm] | – |
| Curse (X1/X2/Z1/Z2/ZB/Y) [mm] | 165/195/700/720/668/100 |
| Curse rapide (X1/X2/Z1/Z2/ZB) [m/min] | – |
| Curse rapide (X1/X2/Z1/Z2/ZB/Y) [mm] | 20/20/40/40/40/7.5 |
| Ghidaje [tip] | Liniare |
| Numar de scule | 2 x 12 |
| Dim.scule (strunjire/frezare) [mm] | 20/32 |
| Viteză arbore frezare [rot/min] | 5,000 |